

为您讲述对焊法兰正确的装置次序

为您讲述对焊法兰正确的装置次序
对焊法兰的挑选有需要契合规划的基本要求。当规划中没有要求时,应根据体系的大作业所接受的压力,作业时分的温度,作业介质,对焊法兰资料等级等要素挑选正真适当的方式和规范对焊法兰。
对焊法兰在装置前有需要进行目视查看,外表应该润滑,而且没有沙,眼,裂缝,斑驳,毛刺和其他会下降对焊法兰强度的缺点,而且密封面上不该有浸透划痕和其他影响密封的缺点。当对焊法兰与管道拼装在一起时,请运用对焊法兰曲折直尺查看对焊法兰的笔直度。
当未指定对焊法兰衔接的平行误差尺度规划时,该值应不大于对焊法兰外径的1.5%,而且不大于2mm。当两个对焊法兰不平行且超过规则的要求时,有需要对其做调整,而且不可以运用多个垫片进行校对。对焊法兰焊接和与管道衔接时,应按照规范焊接两边,而且焊接脚的高度应契合规范要求。
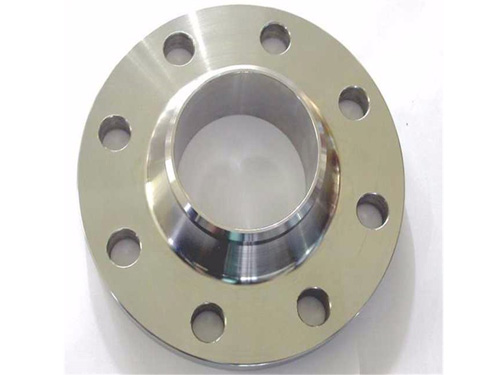
对焊法兰是管件的一种,是指带颈的并有圆管过渡的并与管子对焊联接的法兰。对焊法兰不易变形,密封好,使用普遍,适用于压力或温度大幅度动摇的管线或高温、高压及低温的管道。接下来扼要介绍对焊法兰正确的装置次序。
1、在联接对焊法兰前要对所联接的不锈钢管件的内外侧进行收拾。
2、将带槽环的法兰盘分别装置在需求联接的管材上。
3、管材的端口需求90度翻边工艺处理,处理后管材的端口平面需求来做打磨,打磨后应该笔直平坦,而且没有毛刺、凹凸和变形的疑问呈现,而且管口需求用用的东西弄圆。
4、还有一种简略的办法便是运用用制品进行翻边短管然后将其焊接在管材上运用。
5、在带槽环的法兰盘中嵌入两边装好的O形橡胶密封圈不锈钢密封环。密封环内孔与管材的内径相同。
6、然后将法兰盘孔用螺栓联接,螺栓组件需对称拧紧。
7、在拧紧对焊法兰时,要注意使各个接头处的密优良,均要抵达要求的标准。
对焊弯头的密封原理:螺栓的两个密封面相互挤压法兰垫片并形成密封,但这同时也导致密封的破坏。为了保持密封,就得维持大的螺栓作用力,为此,螺栓就要做得大。我国对部分不锈钢冲压弯头产品的出入口退税率进行调整,调整为15%。这对不锈钢冲压弯头企业无疑是个重大利好,对企业的发展具有重要的作用和发展前景。
对焊弯头不仅节省了空间、减轻了重量,重要的是确定接头部位不会发生泄漏,具有的密封性能。紧凑法兰尺寸之所以减小,是由于减小了密封件的直径,这将会减小密封面的截面。其次,法兰垫片已被密封环所代替,以密封面对密封面的匹配。45度弯头的B值为结构尺寸,主要是给管道设计人员带来方便。
对于制造和检验来讲,B值的测量确实不很方便。检测B值的方法有两种相对简单,一种是用用测量45度弯头的检具进行,制成45度角,并带有每种规格的大小值,使用时将弯头置于检具内进行;另一种是用通用的高度卡尺直接测量,并要先将尺寸换算好。



